Beruhigt wird der Stahl durch die Zugabe von Silizium und Aluminium in Kleinsten mengen.
Unberuhigt gibt es, wie erwähnt, nicht mehr ( außer du hast ein drecksblech oder ein extrem altes material..)
Wobei bei alten materialen eher schweiß Gefahr aufgrund der Veränderung des Materials über die Zeit entsteht..
Seigerukgszonen hingegen gibt es bei bei Beruhigten stählen immer noch.
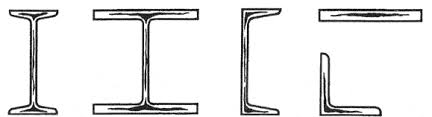
Bei Großen Stahlträgern, Erstarren die Dicken Bereichen langsamer als die Dünnen, wodurch der Kohlenstoff und Restsauerstoff noch genug zeit haben sich in die Mitte( Schwarz maskierten Bereiche) zurückzuziehen.
Deshalb werden knotenbleche bei H/I und U Trägern normal nie in der Rundung geschweißt.
Poren wirst du beim Wig meisten aufgrund der Mangelnden Reinigung haben (Zunder, Fette, Öle usw..)
oder wenn du zu ''Heiß'' beim schweißen unterwegs bist, dann kannst du zb. bei einer Kehlnaht, Sauerstoff über den Spalt an der Rückseite ziehen..
Aber zu 95% hat es mit der Reinigung zum tun.
Immer Merken:
Laut norm Wären alle Bauteile beim Schweißen Metallisch Blank und Entfettet!
Nicht leicht Rostig, nicht mit Zunder, nicht mit Öl oder Farbe, nein komplett blank! 
Ps: Sorry für den langen Text 

